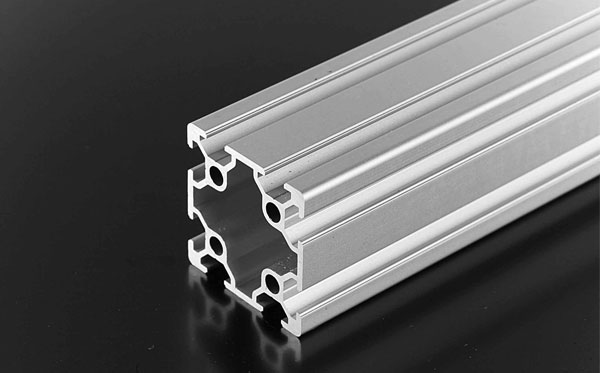
鋁型材氧化膜顏色不均的原因主要有如下:
1、鋁型材工件面積過大���,操作時在槽內(nèi)擺動過大�,邊緣和中心部位與溶液的接觸、更新����、交換有過大的差異,從而導(dǎo)致氧化膜色彩不一致��。預(yù)防 方法:鋁型材氧化時工件擺動的幅度要小���,可以靜處理,當(dāng)溶液溫度過低時容易出現(xiàn)地圖狀花斑����,顯得不自然。
2�����、鋁型材加工時部分包鋁層遭到破壞�����,被切削掉�����,外層包鋁屬優(yōu)質(zhì)鋁,被包的內(nèi)層是雜鋁��,兩種鋁質(zhì)差異較大���。
3�、氧化工藝操作方面問題:
a��、工件堿蝕處理不徹底��,局部處原始氧化膜����、污物未能除盡。
b��、堿蝕后沒有當(dāng)即進行出光處理�����,工件表面仍呈堿性����。
c、工件在傳遞過程中接觸過異物��。
當(dāng)遇有膜層色彩不均勻時要從多方面去尋找原因,采取針對性措施予以解決�����。
蝕液中鋁離子積聚過高引起故障�,導(dǎo)電鋁型材氧化膜難以形成的因素排除之后,考慮到堿蝕液中是否有過高鋁離子問題���,堿蝕速度不快����。堿蝕液使用時間過長之后會積聚過多的鋁離子����,鋁離子在工件表面很難洗脫��,鋁件表面與導(dǎo)電氧化溶液的接觸�,影響到鋁型材氧化膜的形成。若無條件更換堿蝕溶液�����,可將堿蝕后的工件經(jīng)熱水漂洗后立即在流動水中漂洗�,然后再在含有氫氟酸的濃硝酸中��。在熱水中洗燙后迅速離開熱水并當(dāng)即浸入流水中�,防止工件干化后因遭到氧化而影響到導(dǎo)電氧化膜的形成��。